


Mit Partnerschaft und spezifischem Können zum Erfolg
C 42 U PW 850 | µ-Tec | Werkzeug und Formenbau
Das Dienstleistungs-Unternehmen µ-Tec GmbH setzt für die hoch automatisierte 5-Achsen- Präzisionsfertigung von Werkzeug-, Formen- und Maschinenbauteilen sowie kompletten Spritzgießwerkzeugen auf Bearbeitungszentren von Hermle.
Schnellstmögliches „Time to Market“ ist für viele Anbieter von Konsumgütern und Industrie- Produkten aus Kunststoffen und anderen Materialien der Schlüssel zum Erfolg und zu hoher Wettbewerbsfähigkeit. So weit, so gut, jedoch bedeutet dies für die Entwickler, und darüber hinaus für die Produzenten und Zulieferer, dass ab der Idee über das Prototyping und bis zur Fertigstellung der Werkzeuge für die Serienproduktion alle Prozesse, und damit sämtliche beteiligten Lieferanten, einem enormen Termindruck ausgesetzt sind. Wie so oft beißen die Hunde den Letzten und das sind in dem Fall die Werkzeug- und Formenbauer, weil sie bis zum Finish immer wieder mit Änderungen oder Optimierungswünschen konfrontiert werden. Gleichzeitig stellen sich die Werkzeuge immer komplexer dar, sodass sich die Werkzeug- und Formenbauer immer mehr spezialisieren und dafür entsprechend investieren müssen – oder auf einen hoch spezialisierten Technologie-Dienstleister zurückgreifen! Genau in diese Lücke stößt die im Jahr 1997 von Heribert Quast und Michael Klink in Chemnitz gegründete µ-Tec GmbH. Beide stammen aus dem Bereich Maschinenbau für die HSC-Bearbeitung und sind dergestalt wirklich praxisgestählt, weil sie in der HSC-Bearbeitung hauptsächlich mit den vielschichtigen Anforderungen der Kunden aus dem Werkzeug- und Formenbau befasst waren. Michael Klink, bei der µ-Tec GmbH zuständig für Vertrieb und Administration, und Heribert Quast, verantwortlich für Technik und Fertigung, schnürten ein auf Technologie(n) basierendes Dienstleistungspaket, um potenziellen Kunden der Segmente Werkzeugbau, Elektroden-Fertigung, Prototypen- und Präzisions-Fertigung sowie mit kompletten Spritzgießwerkzeugen auch Herstellern von Kunststoffteilen nachhaltige Unterstützung bieten zu können. Nach eigenem Bekunden der beiden Pioniere mussten sie sich ziemlich „durchbeißen“, um die Jahre des Aufbaus, und der damit verbundenen nicht nur guten Erfahrungen ostdeutscher Kunden mit „Westler-Firmen“ zu überstehen, was aber durch beharrliches Weitermachen und betont fairen Umgang mit Kunden und Lieferanten am Ende doch gelang.
-

Von links nach rechts Heribert Quast, geschäftsführender Gesellschafter, Matthias Taubert, Fertigungsleiter, und Nico Richter, Maschinen-Bediener des 5-Achsen-Bearbeitungszentrums C 42 UP, alle von µ-Tec GmbH im sächsischen Chemnitz
Mit Partnerschaft und spezifischem Können zum Erfolg
Heute sieht sich die µ-Tec GmbH sehr gut etabliert, und ist mit dem Leistungsvermögen der aktuell 30 zweischichtig arbeitenden Fachkräfte sowie dem hochwertigen Maschinenpark bestens für die qualitative Abwicklung täglicher fertigungstechnischer Herausforderungen gewappnet. In der im Jahr 2016 bezogenen neuen Halle sind zurzeit mehrere 3- und 5-Achsen-Fräsmaschinen bzw. Bearbeitungszentren, drei Senk- und Drahterosionsanlagen, eine Flachschleifmaschine sowie ein bedarfsgerecht ausgestattetes Messtechnik-Zentrum installiert. Damit sind u. a. alle relevanten abtragenden Technologien vorhanden, um die Kunden schnell und termingenau beliefern zu können. Im Normalfall geht es um die präzise Fertigung von Einzelteilen, Prototypen, Mustern und Kleinserien, was je nach Bearbeitungs- Anforderungen und Laufzeiten öfters zu Rüstvorgängen und Programmwechseln führt. Um diese organisatorisch wie prozess- und ablauftechnisch in den Griff zu bekommen, setzt µ-Tec GmbH zum einen auf das Produktplanungs- und Managementsystem Segoni-PPMS, und zum anderen auf einen vergleichsweise hohen Automatisierungsgrad durch Werkstück-Handling mittels Roboter- und Palettenwechsler. Während mit Unterstützung von Robotern hauptsächlich die Elektroden- und Kleinteile-Fertigung realisiert wird, findet auf einem von ls Maschinen-/Anlagen-Lieferant: „Wir sahen die Notwendigkeit, zur maximalen Nutzung unserer Kapazitäten noch stärker in die automatisierte 5-Achsen-Bearbeitung einzu Maschinenfabrik Berthold Hermle AG, D-78559 Gosheim, gelieferten 5-Achsen-CNC-Hochleistungs-Bearbeitungszentrum C 42 U mit Palettenwechsler vor allem die stückzahl- und variantenflexible Einzelteil- und Kleinserienfertigung mittlerer bis größerer Werkzeug-, Formen- und Maschinenbau-Komponenten. Heribert Quast zur Evaluationsphase und zur Entscheidung pro Hermle asteigen und suchten uns dafür einen Partner, der beides aus einer Hand liefert, eben die Maschine und die Automation. Wir führten mit mehreren potenziellen Herstellern in deren Werken Bearbeitungsversuche durch und wurden allein von Hermle in allen unseren Aufgabenstellungen überzeugt. Nach einem kurzen aber aufschlussreichen Rundgang mit einem Vertriebsmann ging es sofort bearbeitungstechnisch zur Sache und hier wurde die gesamte Versuchsabfolge äußerst kompetent und mit einem Top-Ergebnis durchgeführt. Der Clou dabei war, dass uns der Maschinen-Bediener im Vorführzentrum kurzerhand zeigte, wie man eine Bearbeitungsaufgabe, von der wir meinten, sie durch einen zusätzlichen Senkvorgang erledigen zu müssen, durch eine ablaufintegrierte Fräsoperation perfekt löst.“
Hermle- und damit µ-Tec-USPs: Leistung, Präzision, Kompetenz, 5-Achsen-Knowhow!
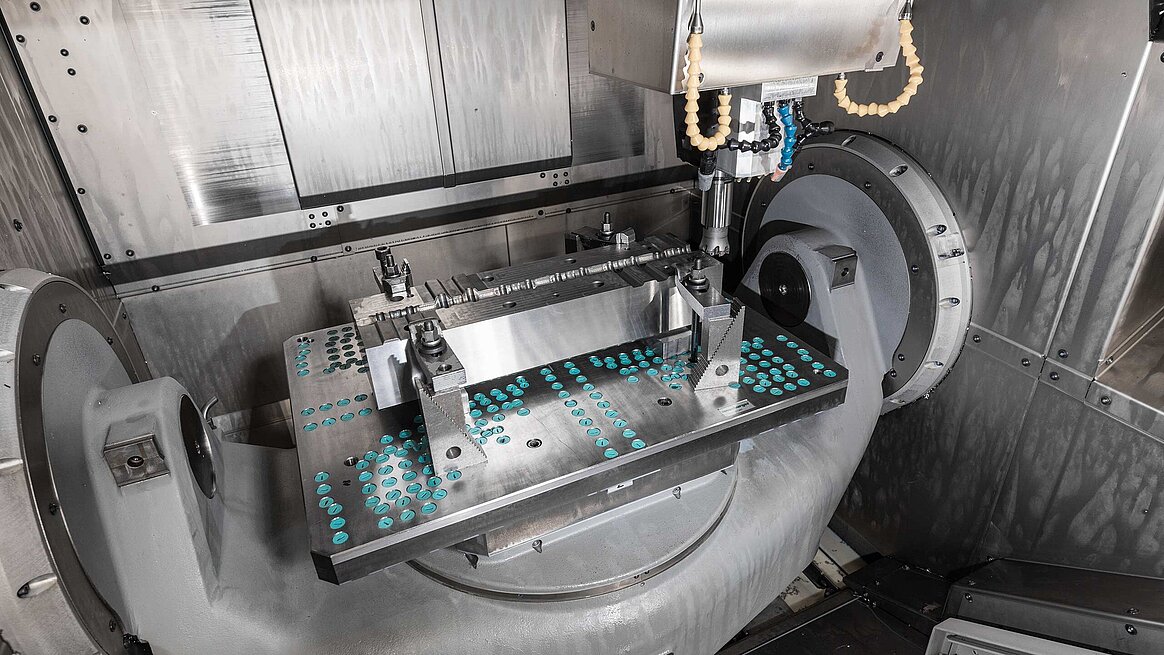
Nach einer intensiven Analyse des aktuellen und künftigen Teilespektrums und des Bedarfs fiel die Entscheidung zugunsten eines 5-Achsen-CNC-Hochleistungs-Bearbeitungszentrums vom Typ C 42 UP mit Palettenwechsler PW 850. Diese Maschine bietet, bei einem großen Verfahrbereich von X = 800, Y = 800 und Z = 550 mm, dem NC-Schwenkrundtisch mit Durchmesser 800 x 630 mm und Tandemantrieb sowie dem Standard-Werkzeugmagazin mit 42 Plätzen, alle Voraussetzungen für die universell-flexible 5-Achsen-/5-Seiten-Komplett-/ Simultan-Bearbeitung in einer bis wenigen Aufspannungen. Die Hauptspindel mit Drehzahlen bis max. 18.000- min-1 und der Werkzeugaufnahme HSK-A 63 erlaubt prozessangepasste Schrupp- und Schlichtbearbeitung der bei µ-Tec GmbH zu fertigenden Werkstücke aus unterschiedlichsten Werkzeugbau- und Sondermaterialien bis hin zum Hartfräsen/Finishen nach der Oberflächenbehandlung. Um diese Bearbeitungen sachgerecht und Maschinen- sowie Werkzeug- schonend im bedienten Zweischichtbetrieb plus unbemannter 3. Schicht ausführen zu können, orderten die Verantwortlichen zusätzliche Regler-Funktionen wie CTC Cross Talk Compensation, AVD Aktive Schwingungsdämpfung, LAC Load Adaptive Control, ACC Aktive Ratterunterdrückung und AFC Adaptive Vorschubregelung sowie Bearbeitungs- Setups wie HDM Schwerzerspanung, HP High Production, 3D-Bahntoleranzu min./max./soft und schließlich 3D-Bahnglättung. In Kombination mit dem Maschinen-Konzept der drei Achsen im Werkzeug (X, Y, Z) und zwei Achsen im Werkstück (C, A) sowie der tausendfach bewiesenen hohen Genauigkeit und Zuverlässigkeit sind damit hochgenaue, reproduzierbare Qualitäts-Bearbeitungen möglich und sichern dem Dienstleister µ-Tec höchste Performance zugunsten der anspruchsvollen Kundschaft.
Resümee
Sichtlich beeindruckt von der gelebten Partnerschaft mit Hermle, und überzeugt vom Liefer- und Leistungspaket, führte Heribert Quast abschließend aus: „Mit dem PPMS sind wir in der Lage, unsere Kapazitäten optimal zu planen und buchen pro Monat auf dem Hermle-System schon jetzt rund 340 Stunden von künftig geplanten bis zu 400 Stunden Fertigungszeit. Das 5-Achsen-CNC-Hochleistungs-Bearbeitungszentrum C 42 UP mit dem Palettenwechsler PW 850 nimmt in unserer durchgeplanten Fertigungsstruktur demnach eine zentrale Stellung ein, sodass wir neben der gebotenen und tatsächlich nutzbaren Leistungsfähigkeit auch auf eine sehr hohe technische Verfügbarkeit angewiesen sind. Der überaus kompetente telefonische Service hilft uns in fast allen Fällen schnell weiter und wenn es mal erforderlich ist, kommt der Servicemann am anderen Tag vorbei und löst buchstäblich alle Probleme. Hier macht sich auch die Lieferung des Komplettsystems aus einer Hand positiv bemerkbar, denn der Servicemann ist unisono für die Maschine wie für die Automation zuständig und kompetent. Die haben uns nicht nur ein passgenaues Paket geschnürt, sondern jegliche Unterstützung gegeben und das ist noch heute so. Als wir zum Beispiel vor einiger Zeit die neue Halle bezogen, wurde das Hermle-System von einem Servicetechniker aufgestellt, eingerichtet und betriebsfertig übergeben, sodass wir wieder produzieren konnten. Man merkt einfach, dass alle diese Leute eine starke Beziehung zum Produkt haben und den Kunden nicht nur verstehen wollen und können, sondern einbeziehen und auch bei noch so kniffligen Fragen immer die richtigen Antworten parat haben.“

