


It’s in his DNA
"The absolutely perfect system for a small company like ours," says managing director Robin Dorau about his RS L robot system from HERMLE, featuring two integrated C 42 U machining centres. With 150 pallets, it enables 24/7 production – from batch size 1. This is the only way for subcontractor Trissler & Kielkopf to secure its future and continue evolving.
While browsing the HERMLE website, Robin Dorau spotted an image of the RS L robot system and was instantly captivated. "I knew I wanted a system like that in my production facility," he recalls. The young man took over his parents’ business two years ago and is now tackling current challenges. The subcontractor has been relying on machining centres from Gosheim since 1991 and on automation since 2009, using systems like the HS flex handling system and the RS 2 robot system.
"Small robot cells are an excellent way to explore the technology and gain experience," says Robin Dorau. "But I knew we had to take the next step to become even more flexible." His mother, Christel, adds: "As an employer in the Stuttgart region, we compete with many companies for talent. Automation helps us offset the skilled labour shortage and enables unmanned production."
From manual work to high-tech
In the early 1990s, Christel Dorau, a graduate engineer, and her husband, Peter, a master mechanic, took over Trissler & Kielkopf GmbH in Reutlingen-Betzingen and made strategic investments, including the purchase of the UWF 900 E universal milling machine from HERMLE. "We wanted a reliable system from Germany; regional sourcing has always been important to us," says Christel Dorau, reflecting on their decision-making at the time. In the worst-case scenario, the short distances ensure that spare parts and fitters are quickly accessible. The quality and precision of the machining centres are beyond reproach anyway.
"We were the extended workbench for the mechanical engineering companies in the Reutlingen region and wanted to ensure reliable deliveries," she recalls. In the early days, they primarily produced small series and custom parts for knitting machine manufacturer STOLL, now part of the KARL MAYER GROUP. "Over the years, we’ve expanded our scope and now also supply sectors such as environmental technology, special machine construction and the packaging industry," says Christel Dorau. During this time, the couple expanded their machine park, for example with two C 40 U machines, a C 22 U and a C 42 U.
Formative childhood
Their son, Robin, became acquainted with the company at a very early age. He was just two weeks old when his mother first took him to the office. His father later modified a playpen to increase his son’s radius of activity. "I used to race around the production facility in it," reveals Robin Dorau. He received his first HERMLE cap at the age of seven and can still remember the Open Houses in Gosheim from back then: "As a young kid, I used to take home lots of ball-point pens," he admits with a cheeky grin. Needless to say, he apprenticed at his parents’ company and then went on to become a master craftsman in precision mechanics.
-

Managing director Robin Dorau relies on automation at Trissler & Kielkopf with the HERMLE RS L robot system. -

A 210 m² area of the production facility at Trissler & Kielkopf was cleared to create enough space for the RS L robot system and two C 42 U machines. -

Material separation: One C 42 U machine is used for steel and the other for aluminium. -

Trissler & Kielkopf uses the linear system to produce workpieces, starting at batch size 1. -
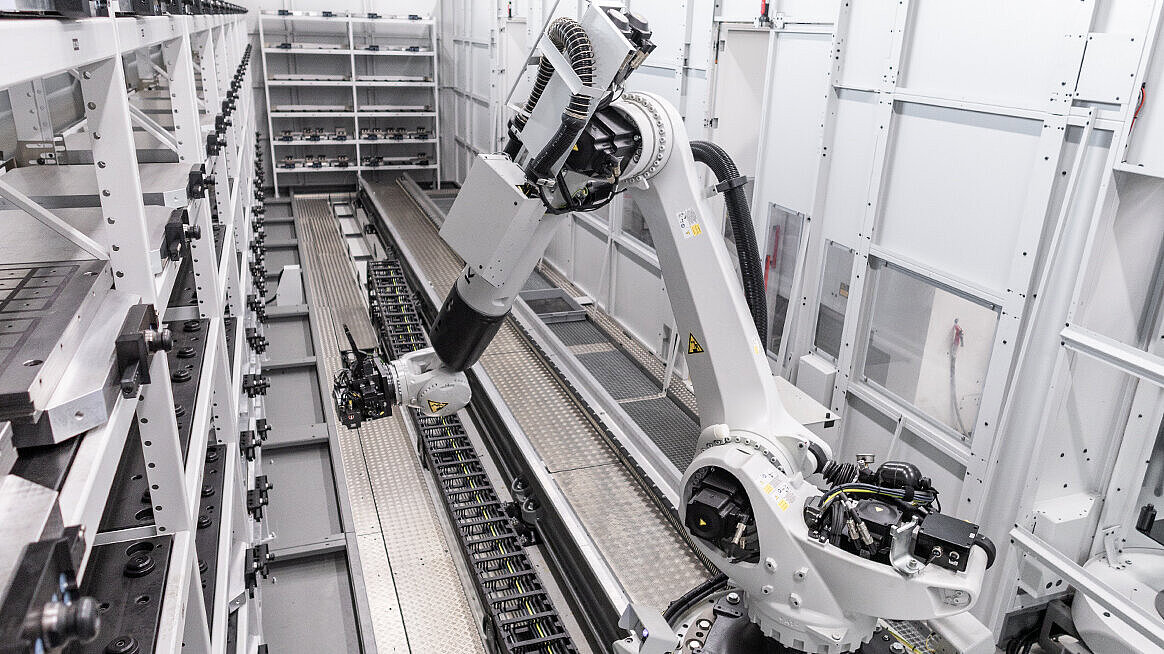
The fully automated system provides space for 150 pallets. -

Thanks to the automation, the company operates around the clock on a single shift. -

The SOFLEX robot control also manages the tools at Trissler & Kielkopf. -

Robin Dorau is very satisfied with the automation and the precision of the machined parts. -
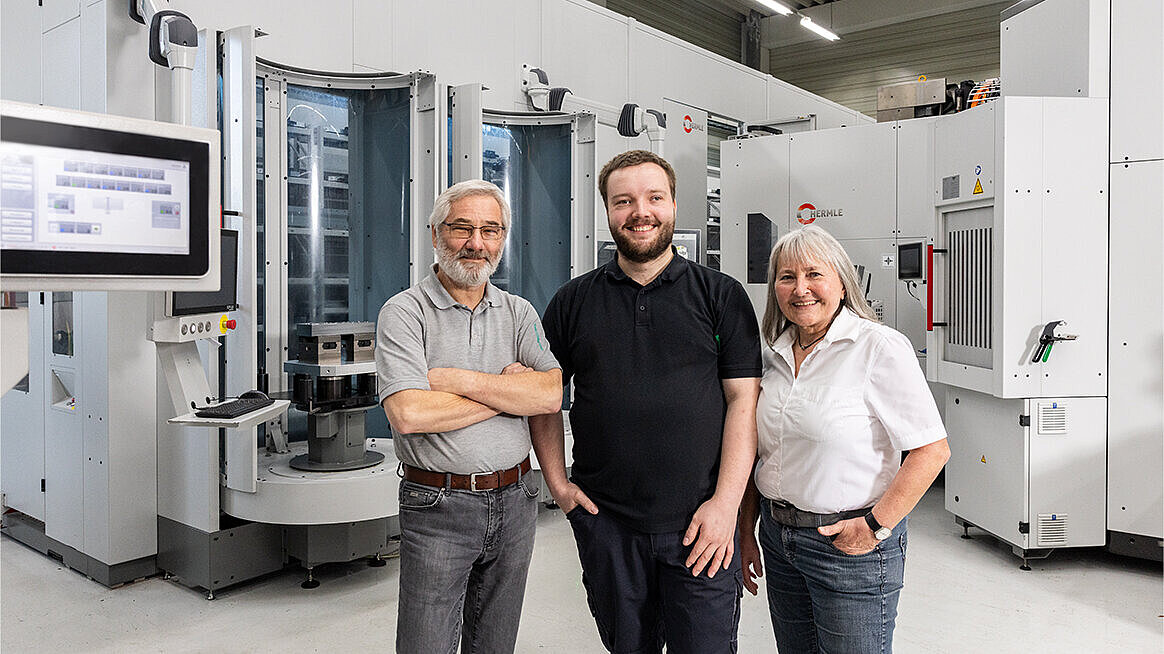
The Dorau business family: Peter, Robin and Christel (from left to right) -
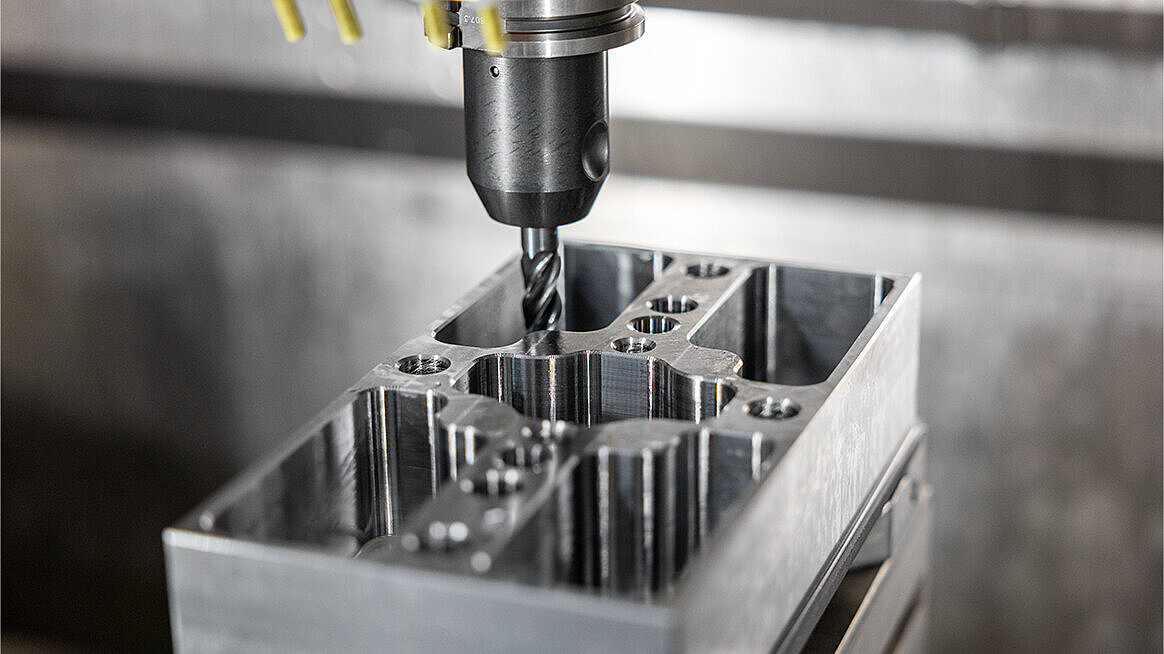
Trissler & Kielkopf manufactures stackable spacer plates, for example, which can be used to raise vices. -

A burnished finish gives the milled spacer plate greater protection against corrosion. -
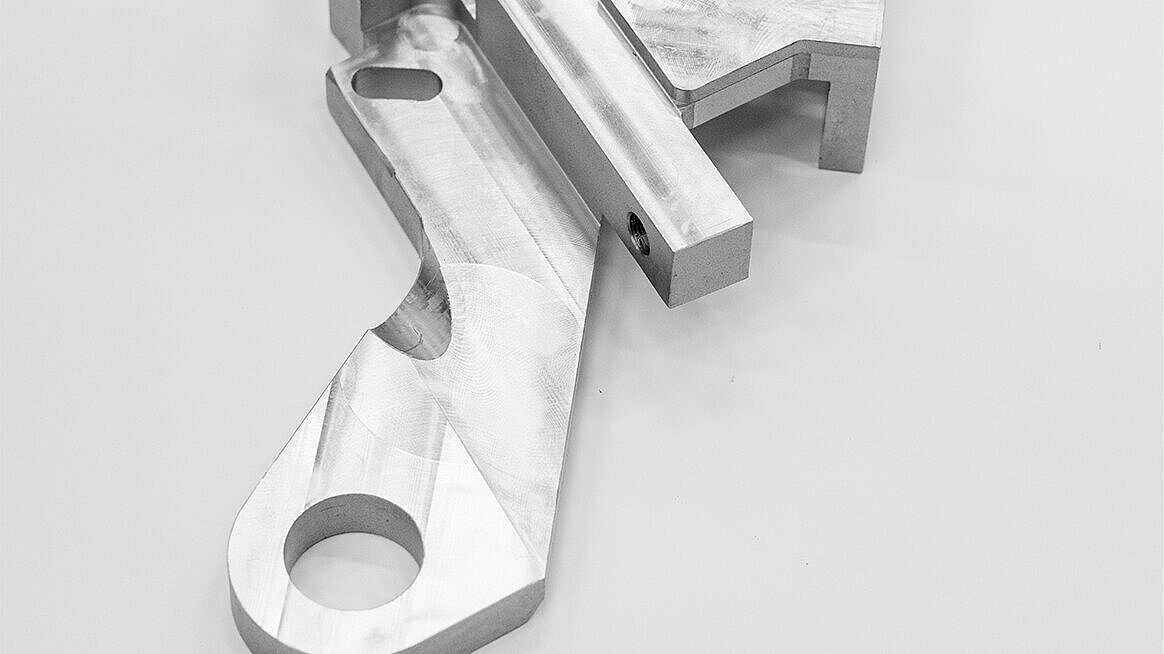
Whether batch size 1 or 1,000 – the RS L robot system can be used flexibly, for example in the production of swivelling levers. -
As a subcontractor, Trissler & Kielkopf supplies sectors such as environmental technology, special machine construction and the packaging industry. -

Trissler & Kielkopf provides woodworking parts with a burnished finish in its own facility, thus protecting the surfaces from corrosion. -

During the burnishing process, a more corrosion-resistant layer is created by immersing ferrous workpieces in a burnishing bath. -

Trissler & Kielkopf has been machining workpieces for mechanical engineering customers in Reutlingen-Betzingen since 1921.
Small business, large investment
As he embraced his new-found responsibility as managing director, Robin Dorau moved a big step closer to realising his vision. "We’d already combined the RS 2 robot system with two C 40 U machines, but I wanted more," explains the young entrepreneur. The roughly ten-person company frequently reached its limits in terms of pallet pocket capacity. With up to seven clamping operations for each workpiece and runtimes of between seven minutes and one hour, the 30 pallets of the RS 2 were not sufficient for 24 hours of non-stop production. "That’s the reason why I planned the linear system with 150 pallet pockets," says Robin. "Even though we operate on a single shift, we aim for continuous production during unmanned hours." Together with the HERMLE project team, Trissler & Kielkopf designed an RS L system to replace the previous RS 2, enhancing efficiency to meet their needs.
A 210 m² area of the production facility had to be cleared to accommodate the system, and the HERMLE fitters installed it in record time. This is only achievable thanks to the foundation-free installation of the machines and HERMLE’s robot system design. Two C 42 U five-axis machining centres are connected to the RS L robot system, each of which supplies the RS L system with sufficient tools via a double ZM 456 additional magazine. The subcontractor only machines steel on one C 42 U machine and aluminium on the other. "This is how we avoid any contamination," claims Robin Dorau. Qualified employees can transfer the pallets in and out of the RS L via two outfeed stations. "The flexible system allows us to adapt it to new requirements whenever necessary."
Analysing and defining processes
There were also challenges: "We had to define everything in advance: the clamping devices, the tools, the processes," recalls Robin Dorau. "With this system, improvisation is a thing of the past, and that’s exactly what we wanted." The SOFLEX-CCS (CellControlSystem) combination system controls the production process by triggering workpiece, pallet, tool and fixture transports, transferring production data to the machine and starting automatic workpiece machining. Obviously, it takes a certain amount of effort to put your full trust in a new system. "It’s a bit like autonomous driving," says the entrepreneur. "Who’s really willing to give up complete control?" The company dedicated a significant amount of time to meticulous preparation, ensuring all the definitions were clearly formulated and all the data accurately entered.
The effort was worth it though, as the processes now run like clockwork. Robin Dorau installs programs on the CAM computer, transfers the data to the machine and presses the start button – without any manual intervention. "The term ‘special’ is not a word we use any more," he explains. "The entire process is stored in the system. When we manufacture a new part, we always assume that we’ll do it again at some stage. It means we’re fully prepared for all follow-up orders."
One system, unlimited possibilities
A special feature of the system at Trissler & Kielkopf is that the SOFLEX robot control also manages the tools. "This was not actually part of the plan, but it’s the only sensible option for me," says Robin Dorau. "After discussions with HERMLE, SOFLEX took control of the tool management nine months after the machine was delivered," he explains. Since then, the running-in periods have been further significantly reduced. "Load the program and five minutes later the machine is busy machining the blanks," he says with a smile. Unmanned shifts at night are not a problem thanks to the many pallets, cutting edge control and tool breakage monitoring. "We’ve invested a lot in making all the processes one hundred per cent secure," says the managing director.
Has the investment been worthwhile? "It’s even better than in my dreams," beams Robin Dorau. "When I ordered the machine, I wanted to achieve an advantage for large-scale volumes with batch sizes of over 100 units. The first workpieces I machined on it were in fact individual parts. Since then, I’ve been fully convinced of the RS L performance in this area, too." He is already thinking about installing two more linear systems.
Prepared for whatever lies ahead
Robin Dorau: "The RS L helps take a lot of the workload off me. I no longer have to worry about pallets or tools." With HS flex, there were frequent hold-ups, often due to an insufficient number of specific devices. As they were only rarely used, the company did not want to waste any space on them. "With the RS L, we now have space for 150 pallets – and therefore enough capacity to keep the required number of rarely needed devices in stock."
Another major advantage is the lack of downtime during inward and outward transfer. "It’s probably five to ten minutes each time, which adds up over the course of the day," claims Christel Dorau. "With HS flex, set-up takes 60 to 90 minutes on average before a part is running," adds Robin Dorau. "With RS L, this step is unnecessary in conjunction with the virtual machine. This results in an 80 per cent time saving. Overall, we were able to significantly increase our productivity and considerably extend spindle runtimes."


