


A fortunate coincidence
C 12 | C 22 | C 40 | Third-party automation | EROFORM | Subcontracting, tool & mould making
The CVT Group produces over 80 million geared parts each year. However, CVT managing directors, Hans and Paul Capellmann, were still unhappy with the fact that the firm was giving away important know-how by having its injection moulding tools manufactured externally. The Covid-19 lockdown provided the solution: Instead of investing time in setting up their own tool shop, they took over EROFORM GmbH based in the southern German town of Eschbronn-Locherhof. They appointed Roland Hermle as the managing director, who began working with the competent and motivated team at EROFORM GmbH. "The plan was that I would join the business for a short while. But then everything turned out differently," Hermle explains. The somewhat neglected machinery, which had not really seen any investment for years, was also to blame.
A look back: 1980, Peter King establishes a company specialising in eroded components – EROFORM GmbH. 1991, King adds to the existing machinery capabilities, thus enabling the company's reach as a tool and mould maker to extend beyond the local region of Rottweil. 2017, a new workshop expands the production space from 550 to 1,800 square metres. After questions surrounding his succession remained unanswered, King decided to sell his company in March 2020.
This was a fortunate coincidence for CVT-Capellmann GmbH & Co. KG. The specialist for geared parts for small and flat engines is based in Gosheim – just 30 kilometres from Eschbronn-Locherhof. The family business manufactures gearing products for the automotive industry, power tools and household appliances. The high precision geared parts, worms and complete subassemblies transmit forces in a number of applications, ranging from servomotors to vehicle seat adjustment systems and entire engine management. Further, CNC long turned parts are produced by the company's Schwerin-based partner PTS-precision GmbH – now the largest manufacturer of turned parts in the northern German region of Mecklenburg-Vorpommern – where Roland Hermle is also responsible for business and operational management alongside Hans Capellmann. "We inject a lot of plastic within the Group and had to order the respective tools from external manufacturers," he says. "The plastic injection moulding tool is at the heart of this process – and it is where our expertise lies." CVT had, therefore, been planning for some time to set up its own tool shop. "But we simply lacked the time."
The medium-sized family business found the experience and the machinery needed at EROFORM: In addition to systems for eroding as well as surface and external cylindrical grinding, it also includes five machining centres from Maschinenfabrik Berthold Hermle AG: One C 600 U, two C 40 U and two C 22 U. Hans and Paul Capellmann completed the takeover of the tool maker and subcontractor on 1 July 2020 – and appointed Roland Hermle as its commercial managing director. "The expectations among the staff were high," the managing director says when recalling the early days. Hermle felt a responsibility to not let them down and has been working tirelessly ever since. He held talks, restructured the business, sent employees on training courses and ensured the machines are up to date. "Despite obviously having been neglected for quite some time, Hermle technicians were still able to bring the existing machining centres back up to current standards," he says, and adds with a smile: "As much as I appreciate the fast and efficient service, I'm quite happy when there's no Hermle van standing in the yard in the mornings."
-

From left to right: Tobias Slezinski, head of the machining department, and Roland Hermle, managing director of EROFORM GmbH. -

EROFORM's site in Eschbronn-Locherhof now offers 1,800 square metres of space. -

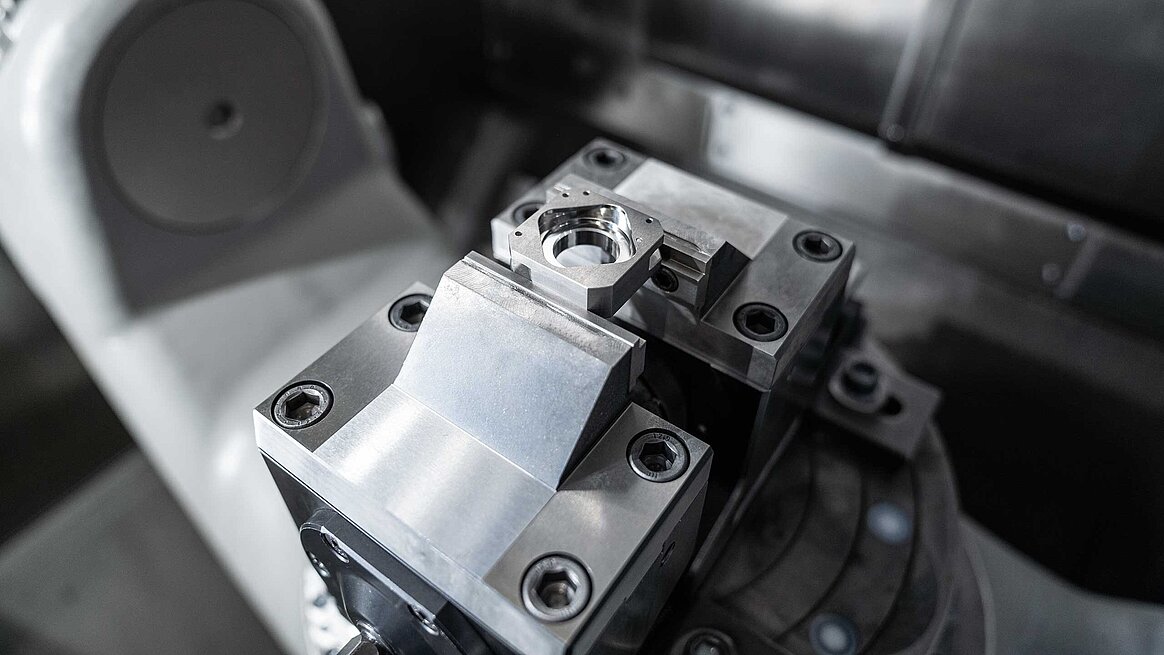
The handling system at the C 22 U (at the front) offers storage space for up to 24 pallets. -
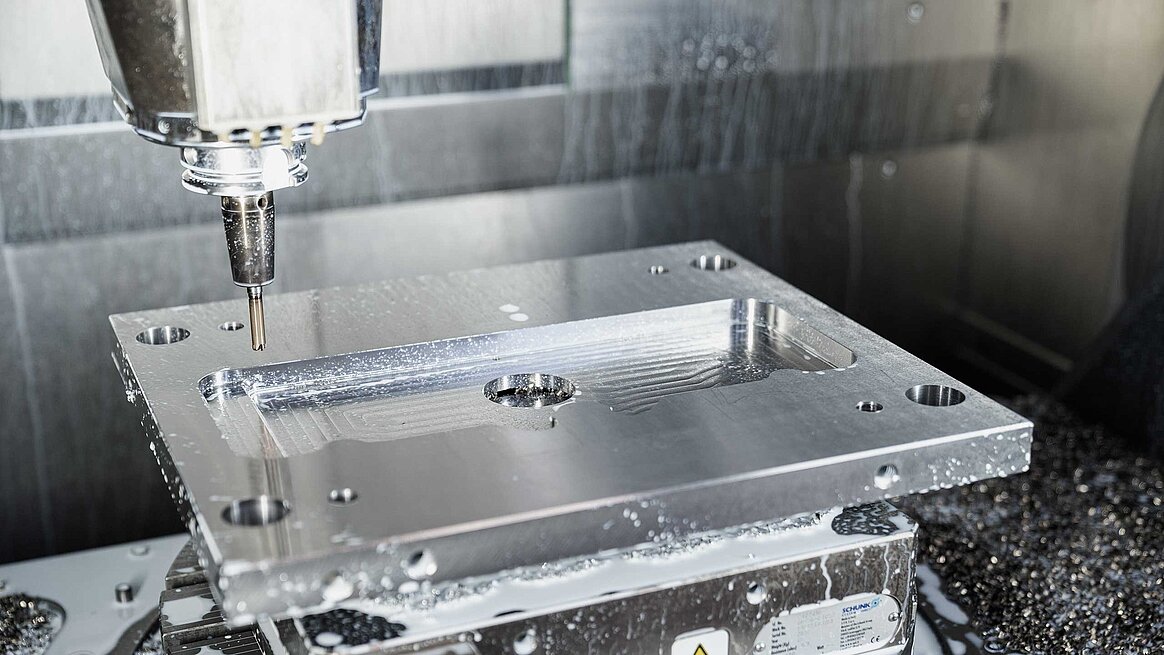
EROFORM uses the C 40 U to also produce individual parts for tool and mould making. -
At the C 12 U, machining times can range from 15 to 60 minutes depending on the complexity of the component.
Mould maker and serial manufacturer
Production at EROFORM is split into tool and mould making for injection moulding and pressure die casting parts, as well as into the serial production of CNC milled parts. The former also includes the maintenance of moulding tools, regardless of the manufacturer. "The injection moulds are used by automotive suppliers, for example. As soon as the tool reaches a predefined number of shots, it comes to us for maintenance. We dismantle and clean it and replace wearing parts. Finally, we re-assemble the mould ensuring it is fit for the next predefined number of shots. And this would not be possible without the extensive experience and knowledge of the employees," Roland Hermle explains
The Hermle 5-axis machining centres, on the other hand, are mainly used in the small volume and serial production of CNC components. "The only problem here was that we often had to interrupt serial production for individual pieces," Hermle explains. That has been solved with a C 12 U, which CVT bought a few years ago to expand its own toolmaking capabilities. It was transported from Gosheim to Eschbronn-Locherhof to enhance the capacities of the machining department. "We now use the C 12 U to exclusively machine individual parts, primarily for tool and mould making," says Tobias Slezinski, head of the machining department at EROFORM. He welcomes the changes and "the breath of fresh air that was needed" as Slezinski puts it when talking about his own experience before turning his attention to the Hermle machinery: "We produce complex parts measuring between one and 250 millimetres in diameter, as well as moulding plates and components up to 450 millimetres in width and 600 millimetres in length. Depending on the complexity and geometry of the parts, machining times vary from 15 to 60 minutes." Milling generally involves stainless and tool steels as well as aluminium and copper.

From error to sustainable solution
Two of the systems are automated: An handling system has been adapted to one of the two C 22 U. The system offers storage space for up to 24 pallets. This ensures the machine can run on its own for up to 24 hours without Slezinski or anyone from his team having to intervene. The second C 22 U is fed by a robot. "Unfortunately, it's third-party automation technology. And the error-prone interface has shown that in future we definitely need to rely on a single source complete solution," Roland Hermle adds. Irrespective of this, all systems operate reliably. If an unplanned stop should, however, occur during unmanned shifts, Tobias Slezinski receives a call on his mobile. "I then log directly into the operating station of the affected machine and see where the problem is," the head of department explains. Roland Hermle adds: "On the way here, employees can already start thinking about how to eliminate the error. The goal, of course, is to learn from it and to fix the problem in the long term." Slezinski declares: "The Hermle machining centres, on the other hand, are rock solid. The processes run stably and reliably for weeks and the machines can cope just as easily with high feed rates when roughing." He also has an idea of how to increase the service life of the tools, stating buzzwords such as minimum quantity lubrication and dry lubrication technology. Roland Hermle appreciates this initiative: "I believe there must be room for suggestions to be worked on as long as the end result is right. Errors can obviously happen – but preferably only once."
Contrary to his original intentions, EROFORM has so far been a full-time job for Roland Hermle. Now that all the employees and – thanks to the competent Hermle service staff – machines are up to date, things are on the up, according to Roland Hermle. "New orders are coming in, we're expanding our own design capacity and now benefit from added value in-house." This is also noticeable in the utilisation of our overall capacity: The managing director monitors the target and actual figures daily and, thanks to a current 94% degree of capacity utilisation, is almost ten percentage points above his planned target.

