


Automation with gripper station
C 12 | Robot system RS 05-2 | Hamilton
Two C 12 U machining centres with robot automation have been in operation at Hamilton since June 2021. Team Leader Luca Morell is delighted – with the high level of integration of the Hermle solution and with a partner who understands the technical challenges and keeps its promises.
Inhale, exhale – as natural as this activity may be for humans, it is a pretty complicated thing to teach a machine. If the respiratory reflex stops, the vital supply of oxygen depends on O2 limit values, breathing rate, tidal volumes and respiratory frequencies as well as pressure settings. Hamilton, the high-tech leader, knows exactly how to do this. The Group develops and manufactures innovative ventilators, liquid handling robots, biopharma sensors, sample management systems and other automation solutions at its main facilities in Bonaduz and Domat/Ems, Switzerland. The family-run company relies on a high degree of vertical integration to enable it to be independent and meet the stringent quality demands placed on medical instruments, as Luca Morell explains. The Team Leader Production Milling Vertical at Hamilton stands between two new C 12 U 5-axis machining centres from Maschinenfabrik Berthold Hermle AG. Both centres are automated with second generation versions of the compact RS 05-2 robot system. Behind him, two other machining centres from the Hermle High-Performance-Line are in constant use: A C 32 U and a C 42 U, which is set up during the primary processing time.
"When our orders went through the roof about 18 months ago, it became clear that we'd be unable to handle this high volume of orders with the machinery we had at the time. And we knew: The time had come to start investing," Morell explains. The plan was to replace three stand-alone machines with more efficient automated machining centres. And an automated vice was a must. "We wanted to be able to set up, machine, change and turn parts of varying dimensions even during unmanned shifts," Morell says. The demands placed on the actual milling process were just as high: Hamilton expects the highest possible form and position tolerances despite the thin-walled and fragile component geometries.
-

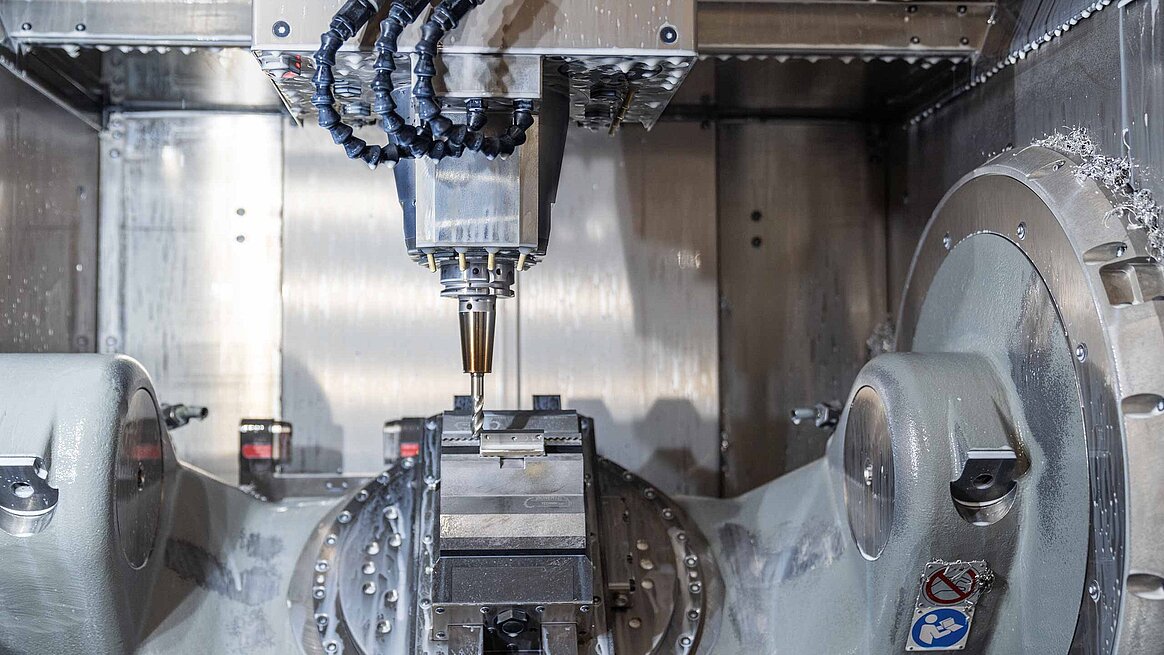
The Hermle C 12 U with RS 05-2 robot system offers maximum productivity in a small package. -

Operator Fadri Pitsch enjoys working at the C 12 U – also due to the robot. "The technology is fascinating," Pitsch says enthusiastically. -

Fadri Pitsch loads the dies with blanks, thereby providing the C 12 U with enough work for the next unmanned shift. -
Hamilton replaced three stand-alone machines with two highly efficient Hermle machining centres with automation. And an automated vice was a must. -
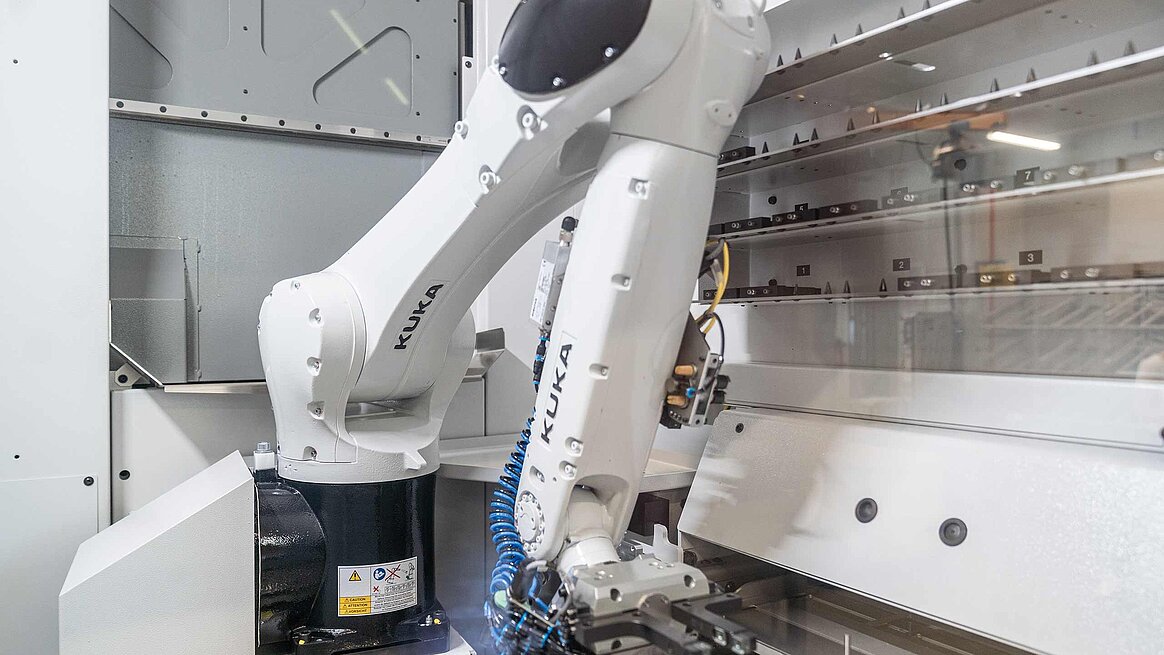
The robot can choose from eight pairs of grippers in the gripper station (top right in the image). -

From left to right: Luca Morell, Fadri Pitsch, Matthias Jenny, Alexander Janka, Mariano Zinsli and Antonio Filipe Lopes Alves
Precision was not the decisive factor
Hamilton began working with the German machine manufacturer about two years ago. It all started with the C 42 U and the C 32 U, both equipped with the HS flex system, being installed at Hamilton's metalworking facility in Bonaduz. Their 5-axis technology significantly increased the scale and complexity of components that could be produced by the life science equipment manufacturer. "In terms of performance and precision, we were more than impressed with the two Hermle milling centres. However, the driving factor for our renewed investment was the fully integrated nature of the automation solution and the quality of the cooperation," Morell states. "On the technical side of things, we were also fully understood and comprehensively looked after from day one."
The solution, which has been in operation in Bonaduz since June 2021, consists of a C 12 U with RS 05-2 robot system – times two. The fact that the machining centres are extremely compact and require little space despite automation was yet another convincing argument in their favour. Parts are stocked and supplied via a drawer storage system. "Besides prototypes, we've also set up standard parts, of which we have to machine about 4,000 a year. They're located ready for use in one of the five drawers in case the low-volume production or prototype load is not too high. As soon as there's a bit of breathing space, the system automatically schedules them into the manufacturing process," Morell explains. Arithmetically speaking, this 'basic load', as the Team Leader likes to refer to it, allows Hamilton to achieve over thirteen hours of machining production: There are 78 parts in the die, which are finished in just under ten minutes. Another five hours can be spent machining the individual parts in the four other drawers. "Once the centre has been set up, it only takes staff two hours to ensure it can run autonomously for 18 hours. We thus achieve an enormous degree of utilisation," the Team Leader says happily.
Automatic gripper change
Such extended periods of autonomous operation for blanks measuring between 20 and 150 millimetres in length are made possible by a special feature of the Hermle solution: A gripper station in the robot cell offers space for eight pairs of grippers. Hamilton deliberately decided against a single NC gripper and in favour of the pneumatic variants. "A gripper equipped with a servomotor takes significantly longer to reach the correct part dimension. The pneumatic variant, on the other hand, has a more limited gripping range, but is faster. This enables us to save valuable time," Morell explains. The robot changes the grippers automatically, thereby enabling the parts to be changed even during unmanned shifts.
Luca Morell is not only impressed by the automation capabilities but also by the ease of operation. "To start with we were a little concerned about whether a robot system with six axes might be too complex. But these fears proved to be unfounded thanks to the HACS program. It takes operators by the hand, so to speak, and guides them through the necessary programming steps," Morell told us when praising the Hermle Automation Control System (HACS). On the surface it makes robot handling very simple: The robot takes a part from the die and places it in the vice. Once the C 12 U has finished, it removes and returns the part to the storage system. Two months prior to delivery of the machining centres, Morell and his team realised they had overlooked something in the process steps: The orientation of some components differs when they are installed in the die to when they are clamped in the vice. A 90-degree rotation would be necessary to ensure ideal machining. "Mechanically speaking, the rotation is the easy part. However, we didn't really know how to address this problem with the robot from a programming perspective". Hermle was quickly able to banish any fears of having to call in a KUKA technician or to install third-party software: "As soon as we'd explained the problem, the experts in Gosheim set about integrating rotation of the robot gripper into the HACS software," Morell recalls. And once installed: "The result immediately worked perfectly."
Respect turned into fascination
The service and application technicians are deemed equally competent by the Team Leader. "The Hermle team impressed us with their expertise and knowledge, both during commissioning and training." Operator Fadri Pitsch admits he was somewhat wary of the robot to start off with. "But after initial training, everything went smoothly." Today, he really enjoys working at the C 12 U – also thanks to the robot. "The technology is fascinating," Pitsch says enthusiastically.
A total of two CNC programmers and four operators currently work at the new machining centres, which is due to the high initial workload, as Morell explains: "We consciously increased manpower to ensure we can reprogram the parts machined on the three previous machines as quickly as possible and set them up at the new machining centres." This refers to 180 workpieces – 80 of which are already up and running at the C 12 U, the remaining 100 should be fully integrated by the end of the year. "Then we'll only need two man-hours to guarantee 24-hour continuous operation and can exploit the full potential of the automated centres," Morell says. He can only estimate how high this will be, citing a productivity increase of 25 to 30 per cent compared to the three previous machines.

