


Copper cools constantly
Additive manufacturing | Alhorn GmbH & Co. KG | Tool industry
Precision tool maker Alhorn views the novel MPA technology from HMG as advantageous in every respect, offering shorter cycle times and more stable processes and, in some cases, even serving as the enabler. The HERMLE subsidiary thus offers a generative-like service that Alhorn utilises whenever traditional cooling technologies become inadequate.
When it comes to new technologies, the tool maker veers to the conservative side
After all, it has to ensure that its tools reliably produce millions of components. Adopting a new technology is, therefore, seen as a risk by some. But not by Alhorn. “For us, it wasn’t a risk but a huge gain,” explains Jörg Brammeier. What the development manager is referring to is the metal-powder application technology (MPA) of HMG (HERMLE Maschinenbau GmbH). Around four years ago, Brammeier discovered the HERMLE subsidiary’s stand at the Fakuma trade fair and learned about the ground-breaking additive manufacturing process. This technique involves applying metal powder to a semi-finished product at supersonic speed and thus enables the combination of various metals in one component or the production of close-to-contour cooling ducts.
HMG offers the thermal spray process as a service and has expanded the HERMLE C 42 U5-axis machining centre to accommodate material buildup technology. The result is the MPA 42. It combines generative manufacturing and milling, forging new ground in the production of large-volume metal components – notably injection moulds. The potential for integrating copper cores with tool steel, even in thin areas, presents significant opportunities for the tool and mould making industry. And this is also the view of the development team at Alhorn, as Sascha Soldato and Waldemar Löwen explain: “The process is interesting, as heat can really be dissipated from any hotspot – irrespective of its location, tool geometry or dimensions. This allows me to quickly control the temperature in areas that are inaccessible to other media.” The copper only has to extend up to the next cooling duct, thus effectively conducting heat out of the tool due to its ample diameter.
And that is important for Alhorn. For more than four decades, the manufacturer of precision tools and injection moulding parts has been successfully producing multi-cavity moulds with exceptionally tight tolerances for stable processes throughout. Since 2014, the company has been a member of the OKE Group, which is made up of 15 individual companies whose areas of specialisation include plastic injection moulding and extrusion. Alhorn currently employs around 250 people, 200 of which are based in Lübbecke and 50 at its headquarters in Hörstel.
-

Alhorn designs, develops and manufactures tool moulds at its facility in Lübbecke and uses some of them directly in its own contract manufacturing operations. -

Alhorn produces multi-cavity moulds with exceptionally tight tolerances for stable injection moulding processes. -
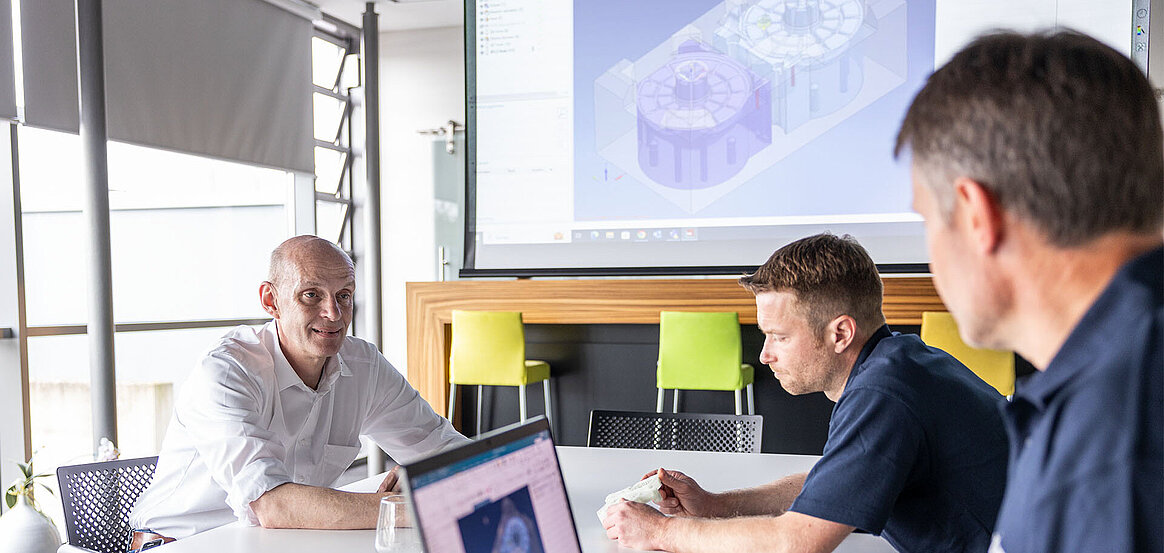
The development team at Alhorn performs rheological calculations during the design phase to eliminate hotspots. -

Development manager Jörg Brammeier is totally convinced of the added value provided by MPA technology – despite of the higher cost factor.
Optimised temperature control
Alhorn manufactures roughly 60 injection moulding tools annually. They are used both for external customers and its own injection moulding production. As in this case: Brammeier picks up an opal-white housing. It will subsequently be installed in a car door as the gear housing for a window lifter. Alhorn developed the relevant moulds and now produces the gear housings on two of its 90 injection moulding machines. “The simulation indicated a hotspot at a point in the cavity that we were unable to prevent using conventional methods. To prevent rejects caused by unstable dimensions or subsequent distortions, we would have needed to allow the plastic part to cool down for longer. And this would ultimately have made the component more expensive and diminished our competitiveness,” explains Brammeier.
Alhorn turned to HMG. HERMLE took a closer look at the CAD data and inspected or optimised the position of the copper layer. Then came the part that the Alhorn team particularly appreciates: Based on the CAD data, Hermle manufactured a semi-finished part that Alhorn completed in-house – using hard milling, wire or die-sinking EDM, depending on the final contour. “We have been able to retain the expertise in component contouring. But still profit from optimised temperature control,” says Soldato.
HMG sales representative Werner Gebhart explains: “We are responsible for ensuring that the copper is placed in exactly the right spot. Even a slight offset of just one tenth of a millimetre could result in a significant thermal disparity, particularly with extremely thin parts. By precisely pre-milling the pockets into which the copper is inserted on the machine with an accuracy of one-hundredth of a millimetre, everything fits perfectly.” This is something the customer must be able to rely on. As it is basically impossible to see what is actually hidden inside the semi-finished product. Alhorn therefore set out specific references for the blank in advance. On the basis of these references, Hermle utilised it generative machining capabilities to mill the semi-finished product, before the tool maker completed the process.
A (time) gain for automation
Jörg Brammeier then gives a live demonstration of the mould and core application with the specialised inner components as part of state-of-the-art injection moulding production. Alhorn produces the complex housings at several rotary table injection moulding machines using tools with one upper and two lower parts. The production process incorporates an automated system, featuring multiple 6-arm robots, devices and punching-bending tools to prepare contacts and accurately position them in the injection moulding tools for overmoulding. The finished injection-moulded components subsequently undergo comprehensive optical and electrical testing. The minimum reject rate underlines precise coordination of the individual steps and the exceptional stability of the process.
“Without this optimised temperature control, there is simply no way that we would have been able to produce the components in the required cycle times and qualities,” says Brammeier when spelling out the benefits. It was the third project undertaken with HMG to date – and two more are already in the pipeline. Soldato adds: “We enjoy an excellent, honest and cooperative partnership with HERMLE. As far as milling is concerned, we are always extremely satisfied, not least due to the consistently good service. The same applies to the HMG components and collaboration with the MPA experts.”

